Guia Profissional
Saiba como dar Reparo, Revisão ou Modificação de Máquinas Elétricas
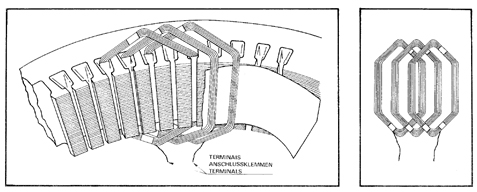
Antes da remoção dos enrolamentos do estator, o reparador deve gerar um diagrama dos enrolamentos existentes, mostrando o agrupamento das bobinas, fases em paralelo, conexões das fases e localização dos sensores de temperatura. Áreas com sinais de estresse ou falha devem ser indicadas no diagrama para a análise da causa-raiz;
Convém que as dimensões das espiras e das barras sejam medidas e registradas antes da remoção. Após a remoção do enrolamento, registrar as dimensões da ranhura, bobina, barra, condutor, fio, passo ou passo da bobina, tipos de isolamento e número de espiras e bobinas;
Todos esses dados dos enrolamentos obtidos devem ser verificados com precisão, o que constitui a base para o processo de cópia do enrolamento original.
Quando a empresa de recondicionamento de motores é credenciada a uma fabricante de motores comumente recebe desta um manual de rebobinagem, no qual pode-se via código do motor encontrar o manual de formação de bobinas, seção do condutor do enrolamento, tamanho de espiras etc, mantendo desta forma, a eficiência do motor com relação ao enrolamento, pois houve a preservação da montagem de fábrica. Abaixo segue exemplo de manual de rebobinagem disponibilizado por uma fabricante.
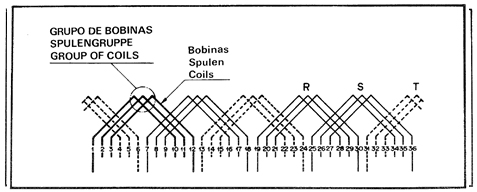
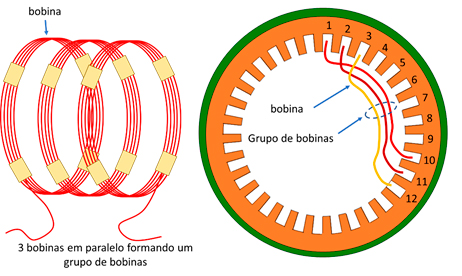

Exemplo de um diagrama esquemático de um motor 36-04-10/3 e, também o esquema de ligação interna para as fasesà motor trifásico de 36 ranhuras, 4 polos, imbricado, camada única, com 3 bobinas em paralelo para formar o grupo, com passo 1:10;
Passo 1 para 10 significa que a bobina ocupara a ranhura 1 e ranhura 10.
O próximo passo é a retirada do material existente grudado ao núcleo pelo verniz, como condutores, papeis isolantes, amarrações, etc devem ser tomados inúmeros cuidados para não causar danos ao núcleo. Na retirada do material excedente é indicado submeter o núcleo a uma temperatura controlada de forma que facilite a retirada ou queima do material (burnout). Todavia o núcleo não pode ser submetido a temperaturas extremas, nem concentradas (como é o caso do uso de maçarico). A temperatura usada deve ser cuidadosamente controlada para proteger as características elétricas e de isolamento das lâminas que compõem o núcleo. Além disso, as máquinas devem ser colocadas no forno horizontalmente, para evitar danos causados por um efeito de chaminé.
A temperatura de forno de queima (estufa) deve estar entre 360 °C a 370 °C, sendo esta faixa adequada para a maioria dos aços elétricos modernos e para o isolamento interlaminar. Se houver alguma dúvida, as instruções do fabricante devem ser seguidas à risca quanto a quaisquer limitações nos procedimentos de queima. Cuidados devem ser tomados com o perfil de temperatura/tempo apropriado para isolamento orgânico ou óxido da placa do núcleo;
Os enrolamentos devem ser removidos de uma maneira que não danifiquem as chapas, e convém que cuidados sejam tomados ao cortar a cabeça da bobina (normalmente o lado oposto da ligação e ao extrair os enrolamentos das ranhuras;

Exemplo de estufa para motores, com regulagem de temperatura, atingindo até 400°C.
As ranhuras no núcleo devem estar limpas e livres de detritos e de bordas afiadas, antes dos enrolamentos serem substituídos. Seguir todo o passo a passo da seção de limpeza do núcleo.
Com o núcleo todo limpo, antes de iniciar o enrolamento do núcleo é indicado realizar um Loop teste e, caso seja localizado ponto quente, verificar se há a possibilidade de fazer as correções via reembaralhamento de chapas.
Uma comparação das leituras de perda do núcleo antes e depois da queima deve também ser verificada. Um aumento de mais de 20 % nas perdas do núcleo requer medidas corretivas para reduzir o aumento destas perdas (Ver teste de perda de núcleo).
![]()